 Bezüglich Yi Sheng
Bezüglich Yi Sheng Unternehmensprofil
Unternehmensprofil Filialen
Filialen Globales Layout
Globales Layout F&E-Stärke
F&E-Stärke Chemisches Recycling
Chemisches Recycling Unternehmenskultur
Unternehmenskultur Entwicklungsgeschichte
Entwicklungsgeschichte Managementsystem
Managementsystem Polymilchsäure
Polymilchsäure Polycaprolacton
Polycaprolacton Polycaprolacton-Rohstoffe
Polycaprolacton-Rohstoffe Laktate
Laktate Methyllactat
Methyllactat Polyole
Polyole 3D-Druck
3D-Druck Polymilchsäurefaser
Polymilchsäurefaser Biomedizinisch
Biomedizinisch Biologisch abbaubare Produkte
Biologisch abbaubare Produkte Öl- und Gasfeldentwicklung
Öl- und Gasfeldentwicklung
 Telefon
Telefon E-Mail senden
E-Mail senden Weibo
Weibo Bilibili
Bilibili TikTok
TikTok











Unverzichtbar für Einsteiger! Eine umfassende Analyse von PLA-3D-Druckmaterialien | Offener Kurs der Yisheng Materials Academy

Wenn Sie gerade erst mit dem 3D-Druck beginnen, wird Ihre erste Filamentrolle höchstwahrscheinlich aus PLA bestehen. Es ist preiswert, einfach zu verarbeiten und in einer Vielzahl von Farben erhältlich, weshalb es als „das anfängerfreundlichste Material“ gilt.
Welche weiteren Überraschungen und Anwendungstipps birgt PLA? Machen Sie mit bei dieser umfassenden PLA-Analyse!
I. Was ist die PLA?
Materialbeschreibung: Polymilchsäure (PLA) wird aus Pflanzenstärke und anderen Materialien gewonnen. Da ihre Quelle erneuerbar ist und sie in einer Kompostierungsumgebung abgebaut werden kann, weist sie gewisse umweltfreundliche Eigenschaften auf.
Aktuell sind PLA-Materialien nach wie vor die gängigsten Verbrauchsmaterialien für den 3D-Druck im Consumerbereich. Doch welche Vorteile bieten sie in der Praxis?
Einfach auszudruckenNiedrigtemperaturdruck, weniger Verzug, sofort einsatzbereit.
Glatte Oberfläche:Hohe Detailgenauigkeit und satte Farben
Umweltfreundlich:Biobasierte Materialien, Drucken ohne wahrnehmbaren Geruch
Breites Spektrum an Kompatibilität:Weitgehend anwendbar für verschiedene Marken von FDM-Druckern
II. Stammbaum der PLA
1. Preisgünstige Basismodelle: PLA-Basic & PLA-Lite
Verbrauchsmaterialien für Einsteiger, einfaches Drucken, satte Farben und ein hohes Preis-Leistungs-Verhältnis.
2. Verbessertes All-in-One-Modell: PLA+
Robust und ausgewogen, geeignet für verschiedene Einsatzszenarien; erhältlich in über 40 Farbvarianten.
Höhere Detailgenauigkeit bei 3D-Druckkreationen
FDA-zertifiziert, EN71-3-zertifiziert.
3. Kategorie der ästhetischen Abweichung
Eine breite Palette ästhetisch ansprechender PLA-Produkte
Die vielfältigen kreativen Bedürfnisse verschiedener Bereiche werden umfassend erfüllt.
Matte Serie: Einfarbig, Zweifarbig & Regenbogenfarben
Seidenserie | Einfarbig, Zweifarbig, Dreifarbig, Regenbogenfarben & Seidenbonbon
Leuchtende Serie | Monochrom, Regenbogen und Leuchtender Sternenhimmel
Blitzserie | Magische Zweifarben-, Chamäleon- und Blitzlicht
Bionic-Serie | Imitation von Marmor, Holz, Stein und Metall
Farbwechsel-Serie | Lustiger optischer Wandel
Transparente Serie | Monochrom & Regenbogen
4. Professionelle Hochleistungsserie
PLA-GF (Glasfaser) | Verbesserte Festigkeit, Steifigkeit und Abriebfestigkeit mit matter Oberflächenstruktur.
PLA-CF (Kohlenstofffaser) | Hohe Festigkeit und Verschleißfestigkeit, exzellente Druckleistung, hochwertige matte Oberfläche
PLA-GF (Glasfaser) | Verbesserte Festigkeit, Steifigkeit und Abriebfestigkeit mit matter Oberflächenstruktur.
PLA-Guss (Guss) | Geringer Aschegehalt, hohe Präzision, professionelles Design für Feingussanwendungen
5. Kategorie „Spaß und Funktionalität“: PLA-LW (Leichtbau)
Schaumstoff ist das bevorzugte Material für Modellflugzeuge.
Geringe Dichte, kontrollierbares Hochschaumverhältnis, leicht zu lackieren
6. Fast-Serie: PLA-HS, PLA+HS und PLA-HF
Ausgewogenheit zwischen Druckeffizienz und Druckdetails
Gewährleistet eine ausgezeichnete Zwischenschichthaftung und Druckgenauigkeit auch bei hohen Druckgeschwindigkeiten.
III. Häufige Probleme und Lösungen
1. Stringing, Überlauf
Ursachen: Feuchtigkeitsaufnahme der Verbrauchsmaterialien; falsche Rückflusseinstellungen; zu hohe Düsentemperatur.
Lösungen: Das Filament vor dem Drucken trocknen; den Rückzugsweg/die Rückzugsgeschwindigkeit erhöhen; die Drucktemperatur reduzieren.
2. Schlechte Zwischenschichthaftung, die zu einer leichten Rissbildung im fertigen Produkt führt.
Ursachen: Drucktemperatur zu niedrig, Lüfter zu stark; unzureichende Wandstärke/Füllrate.
Lösungen: Düsentemperatur erhöhen; Lüfterdrehzahl reduzieren (insbesondere bei funktionalen/verbesserten PLAs); Wandstärke und Füllrate erhöhen.
3. Die erste Schicht klebt nicht und die Ränder rollen sich auf.
Ursache: Das erste Geschoss ist zu hoch, die Temperatur der Grundplatte ist unzureichend und das Material schrumpft zu stark.
Lösung: Das Substrat neu ebnen, den Abstand zwischen der ersten Schicht auf etwa 0,1 mm halten, die Substrattemperatur erhöhen und Substratkleber auftragen, um die Substrathaftung zu verbessern.
4. Düsenstopfen
Ursachen: Luftblasen, die den Kopf verstopfen, nachdem PLA Feuchtigkeit aufgenommen hat; Ablagerung von abrasiven Materialien wie Kohlenstofffasern und Glitzerpulver; längere Einwirkung hoher Temperaturen.
Lösungen: Entfernen Sie das Material umgehend nach dem Drucken; verwenden Sie Düsen ≥0,5 mm zum Drucken von Glitzer- und im Dunkeln leuchtenden PLA-Materialien; reinigen Sie die Düsen regelmäßig.
5. Einsturz von Hängebrückenmaterialien
Ursache: Unzureichende Kühlung.
Lösungen: Die Drehzahl des Kühlventilators erhöhen oder die Geschwindigkeit des Überhangs und der Brücke verringern, um die Kühlzeit zu verlängern, insbesondere bei ästhetischen Materialien wie Seiden- und Mattlackierungen, die eine relativ schlechte Kühlleistung aufweisen und zusätzliche Kühlung benötigen; bei hoher Umgebungstemperatur kann eine externe Zusatzkühlung eingesetzt werden, um die Kühlung zu verbessern.
6. Oberflächenfehler (deutliche Schichtung, ausgeprägtes stufenartiges Erscheinungsbild)
Ursachen: Ungeeignete Schichthöheneinstellungen; unzureichende Kühlung.
Lösung: Die Schichthöhe reduzieren (0,1–0,16 mm ist genauer); die Lüfterfunktion überprüfen und die Kühlung bei Bedarf erhöhen.
IV. Praktische Drucktipps
1. Wie lässt sich der Glanz von PLA-Siebdruckmodellen verbessern?
Durch Verringern der Druckgeschwindigkeit und Erhöhen der Düsentemperatur wird ein besserer Glanz auf der Oberfläche des gedruckten Modells erzielt.
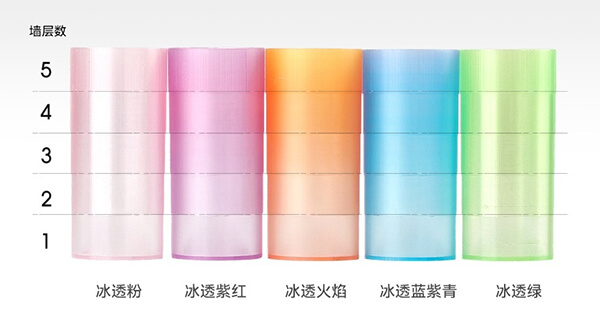
2. Wie lässt sich die Transparenz von PLA-Druckmodellen flexibel anpassen?
Durch Verringern der Druckgeschwindigkeit und Erhöhen der Drucktemperatur lassen sich Glanz und Transparenz des Modells verbessern; auch die Anpassung der Höhe optimiert die Transparenz. Darüber hinaus weisen Modelle mit unterschiedlichen Wandstärken unterschiedliche Transparenzgrade auf.
3. Welche Vorsichtsmaßnahmen sollten beim Drucken von professionellen Materialien wie PLA-Kohlefaser und PLA-Glasfaser getroffen werden?
Beim Drucken von verstärkten Materialien wie PLA mit Kohlenstofffaser und PLA mit Glasfaser müssen die höheren Anforderungen an Ausrüstung und Prozesse beachtet werden: Verschleißfeste Düsen sind zu verwenden; die Düsentemperatur sollte entsprechend erhöht, die Druckgeschwindigkeit reduziert und der Luftstrom des Lüfters verringert werden, um die Haftung zwischen den Schichten zu verbessern; das Material sollte vorab getrocknet und in einem verschlossenen Behälter aufbewahrt werden. Kohlenstofffasermaterialien sind relativ steif, daher ist darauf zu achten, dass das Material während des Druckvorgangs nicht zu stark gebogen wird.
V. Typische Anwendungsszenarien
Bildung und Ausbildung, Figuren und Modelle, Spaßspielzeug, Prototypenentwicklung, mechanische Teile, ästhetische Dekoration, Sport- und Hobbyanwendungen, Alltagsgegenstände, Kunstskulpturen, kulturelles und kreatives Kunsthandwerk, Film- und Fernsehrequisiten sowie Schutz für elektronische Produkte.


Zusammenfassend lässt sich sagen, dass PLA der Alleskönner in der 3D-Druckindustrie ist. Es ist einfach anzuwenden und hat ein ansprechendes Aussehen. Es eignet sich sowohl für Anfänger zum Üben als auch für professionelle Anwendungen, die komplexe Umgebungen sowie hohe Festigkeit und Zähigkeit erfordern. Man kann es getrost als Spitzenreiter unter den 3D-Druckmaterialien bezeichnen!
Natürlich ist PLA nicht das einzige Material in der Welt des 3D-Drucks; PET, PETG, ABS, PA und andere Materialien haben ebenfalls ihre eigenen, einzigartigen Anwendungsgebiete.