 Wat betreft Yi Sheng
Wat betreft Yi Sheng Bedrijfsprofiel
Bedrijfsprofiel filiaalvestigingen
filiaalvestigingen Globale lay-out
Globale lay-out R&D-kracht
R&D-kracht Chemische recycling
Chemische recycling Bedrijfscultuur
Bedrijfscultuur Ontwikkelingsgeschiedenis
Ontwikkelingsgeschiedenis Beheersysteem
Beheersysteem Poly melkzuur
Poly melkzuur Polycaprolacton
Polycaprolacton Polycaprolacton grondstoffen
Polycaprolacton grondstoffen lactaten
lactaten Methyllactaat
Methyllactaat polyolen
polyolen 3D-printen
3D-printen Poly melkzuurvezel
Poly melkzuurvezel Biomedisch
Biomedisch Biologisch afbreekbare producten
Biologisch afbreekbare producten Ontwikkeling van olie- en gasvelden
Ontwikkeling van olie- en gasvelden
 Telefoon
Telefoon E-mail verzenden
E-mail verzenden Weibo
Weibo Bilibili
Bilibili TikTok
TikTok











Essentieel voor beginners! Een uitgebreide analyse van PLA 3D-printmaterialen | Open cursus van de Yisheng Materials Academy

Als je net begint met 3D-printen, is je eerste rol filament waarschijnlijk PLA. Het is betaalbaar, makkelijk om mee te printen en verkrijgbaar in verschillende kleuren, waardoor het bekendstaat als "het meest beginnersvriendelijke materiaal".
Welke andere verrassingen en gebruikstips heeft de PLA nog in petto? Doe mee met deze uitgebreide mini-les over het demonteren van de PLA!
I. Wat is het PLA?
Materiaalbeschrijving: Poly melkzuur (PLA) wordt gewonnen uit plantaardig zetmeel en andere materialen. Omdat de bron hernieuwbaar is en het in een composteeromgeving kan worden afgebroken, heeft het bepaalde milieubeschermende eigenschappen.
Momenteel zijn PLA-materialen nog steeds de meest gebruikte verbruiksmaterialen voor 3D-printers voor consumenten. Wat zijn de voordelen ervan in de praktijk?
Gemakkelijk af te drukkenPrinten op lage temperatuur, minder kromtrekken, direct klaar voor gebruik.
Glad oppervlak:Zeer gedetailleerde weergave en verzadigde kleuren.
Milieuvriendelijk:Biobased materialen, printen zonder merkbare geur
Brede compatibiliteit:Breed toepasbaar op diverse merken FDM-printers.
II. Stamboom van de PLA
1. Betaalbare basismodellen: PLA-Basic & PLA-Lite
Instapniveau verbruiksartikelen, gemakkelijk te printen, rijke kleuren en een hoge prijs-kwaliteitverhouding.
2. Verbeterd alles-in-één model: PLA+
Robuust en goed uitgebalanceerd, geschikt voor diverse situaties; verkrijgbaar in meer dan 40 kleuren.
Het toevoegen van meer detail aan 3D-printcreaties.
FDA-gecertificeerd, EN71-3-gecertificeerd.
3. Esthetische divergentiecategorie
Een breed assortiment esthetisch aantrekkelijke PLA-producten
Breed tegemoetkomend aan de uiteenlopende creatieve behoeften van diverse vakgebieden.
Matte-serie: Enkele kleur, Twee kleuren en Regenboog
Zijdeserie | Effen kleuren & Tweekleurige & Driekleurige & Regenboog & Zijdesnoep
Luminous-serie | Monochroom & Regenboog & Lichtgevende Sterrenhemel
Flash-serie | Magische tweekleurige & kameleon & Flash
Bionische serie | Imitatiemarmer & Imitatiehout & Imitatiesteen & Imitatiemetaal
Kleurveranderende serie | Leuke optische verandering
Transparante serie | Monochroom & Regenboog
4. Professionele hoogwaardige serie
PLA-GF (glasvezel) | Verbeterde sterkte, stijfheid en slijtvastheid, met een matte oppervlaktestructuur.
PLA-CF (koolstofvezel) | Hoge sterkte en slijtvastheid, uitstekende printprestaties, hoogwaardige matte afwerking
PLA-GF (glasvezel) | Verbeterde sterkte, stijfheid en slijtvastheid, met een matte oppervlaktestructuur.
PLA-Cast (Gieten) | Laag asgehalte, hoge precisie, professioneel ontwerp voor precisiegiettoepassingen
5. Leuke en functionele categorie: PLA-LW (lichtgewicht)
Schuimend materiaal is het meest geschikte materiaal voor modelvliegtuigen.
Lage dichtheid, beheersbare schuimvorming met hoge verhouding, gemakkelijk te schilderen.
6. Snelle serie: PLA-HS, PLA+HS en PLA-HF
Een balans vinden tussen printefficiëntie en printdetail.
Garandeert uitstekende hechting tussen de lagen en nauwkeurige afdrukken, zelfs bij hoge printsnelheden.
III. Veelvoorkomende problemen en oplossingen
1. Stringing, overflow
Oorzaken: Vochtopname door verbruiksartikelen; onjuiste terugstroominstellingen; te hoge temperatuur van de sproeier.
Oplossingen: Droog het filament vóór het printen; verhoog de retractieafstand/snelheid; verlaag de printtemperatuur.
2. Slechte hechting tussen de lagen, waardoor het eindproduct gemakkelijk barst.
Oorzaken: Te lage printtemperatuur, te sterke ventilator, onvoldoende wanddikte/vulgraad.
Oplossingen: Verhoog de spuitmondtemperatuur; verlaag de ventilatorsnelheid (vooral voor functionele/verbeterde PLA's); verhoog de wanddikte en de vulgraad.
3. De eerste laag plakt niet en de randen krullen omhoog.
Oorzaak: De eerste verdieping is te hoog, de temperatuur van de basisplaat is onvoldoende en het materiaal krimpt te veel.
Oplossing: Egaliseer de ondergrond opnieuw, houd de opening tussen de eerste laag op ongeveer 0,1 mm, verhoog de temperatuur van de ondergrond en breng een hechtmiddel aan om de hechting te verbeteren.
4. Mondstukplug
Oorzaken: Luchtbellen die de printkop verstoppen nadat PLA vocht heeft geabsorbeerd; afzetting van schurende materialen zoals koolstofvezels en glitterpoeder; langdurige blootstelling aan hoge temperaturen.
Oplossingen: Verwijder het materiaal direct na het printen; gebruik nozzles van ≥0,5 mm voor het printen van PLA-materialen met glitter en glow-in-the-dark-effecten; reinig de nozzles regelmatig.
5. Instorting van de materialen van de hangbrug
Oorzaak: Onvoldoende koeling.
Oplossingen: Verhoog de ventilatorsnelheid of verlaag de snelheid van de overhang en de brug om de koeltijd te verlengen, vooral bij esthetische materialen zoals zijde en matte afwerkingen die relatief slecht koelen en extra koeling vereisen; bij hoge omgevingstemperaturen kan externe hulpkoeling worden gebruikt om de koeling te verbeteren.
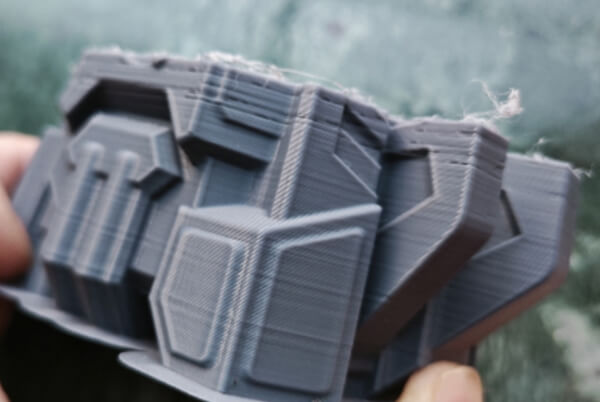
6. Oppervlaktedefecten (duidelijke gelaagdheid, sterk trapvormig uiterlijk)
Oorzaken: Onjuiste laagdikte-instellingen; onvoldoende koeling.
Oplossing: Verlaag de laagdikte (0,1-0,16 mm is nauwkeuriger); controleer de werking van de ventilator en verhoog de koeling indien nodig.
IV. Praktische printtips
1. Hoe kan ik de glans van PLA-zijdeprintmodellen verbeteren?
Door de printsnelheid te verlagen en de spuitmondtemperatuur te verhogen, krijg je een betere glans op het oppervlak van het geprinte model.
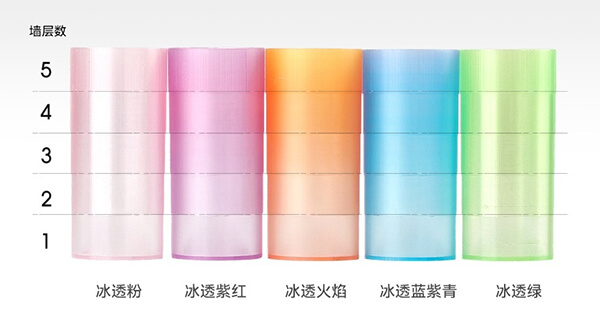
2. Hoe kan ik de transparantie van printmodellen van transparant PLA-materiaal flexibel aanpassen?
Door de printsnelheid te verlagen en de printtemperatuur te verhogen, verbeteren de glans en transparantie van het model; het aanpassen van de hoogte optimaliseert eveneens de transparantie. Bovendien zullen modellen met verschillende wanddiktes een variërende mate van transparantie vertonen.
3. Welke voorzorgsmaatregelen moet men nemen bij het printen van professionele materialen zoals PLA-koolstofvezel en PLA-glasvezel?
Bij het printen van versterkte materialen zoals PLA-koolstofvezel en PLA-glasvezel is het belangrijk om rekening te houden met de hogere eisen die ze stellen aan apparatuur en processen: er moeten slijtvaste nozzles worden gebruikt; de nozzletemperatuur moet dienovereenkomstig worden verhoogd, de printsnelheid verlaagd en de luchtstroom van de ventilator verminderd om de hechting tussen de lagen te verbeteren; het materiaal moet vooraf worden gedroogd en in een luchtdichte verpakking worden bewaard. Koolstofvezelmaterialen zijn relatief stijf, dus moet ervoor worden gezorgd dat het materiaal tijdens het printen niet te veel wordt gebogen.
V. Typische toepassingsscenario's
Educatie en training, beeldjes en modellen, speelgoed, prototypeontwerp, mechanische onderdelen, esthetische decoratie, sport- en hobbytoepassingen, dagelijkse benodigdheden, kunstsculpturen, culturele en creatieve ambachten, film- en televisierekwisieten en bescherming van elektronische producten.


Kortom, PLA is een echte alleskunner in de 3D-printindustrie. Het is gebruiksvriendelijk en ziet er goed uit. Het is geschikt voor beginners om mee te oefenen, maar voldoet ook aan de eisen van professionele toepassingen zoals complexe omgevingen en hoge eisen aan taaiheid en sterkte. Je zou het gerust de beste 3D-printmaterialen kunnen noemen!
PLA is natuurlijk niet het enige materiaal in de wereld van 3D-printen; PET, PETG, ABS, PA en andere materialen hebben ook hun eigen unieke toepassingen.